MAGAZINE
MAGAZINE
1. Periodical in the form of a book containing articles, works of art, illustrations. Weekly illustrated magazine. Fat literary magazines are published monthly. Overseas technical journal. Fashion magazine(a periodical containing drawings and patterns of fashionable suits and outfits).
3. A corded book in an institution for recording any actions, decisions, resolutions (cancellation). Ship's log. Meeting log. Logbook. Journal of military operations.
Dictionary Ushakova. D.N. Ushakov. 1935-1940.
Synonyms:
See what “JOURNAL” is in other dictionaries:
magazine- a, m. journal, goal. journalal. 1. Book of daily entries. Sl. 18. || A book of records of military operations, sea voyages, travel, scientific observations. Sl. 18. Detailed keeping of ship logs in Russia was established in 1702 by A. E... Historical Dictionary of Gallicisms of the Russian Language
magazine- magazine: A periodical journal publication that has a constant heading and contains articles or abstracts on various issues and literary works. Note The journal may have an attachment. Source … Dictionary-reference book of terms of normative and technical documentation
- (French). 1) diary, daily recording of something. 2) a book in which. The contents of incoming and outgoing messages are recorded under numbers. papers 3) the book in which. Marks are given on the success and behavior of students. 4) time-based publication, published. no more than once... Dictionary of foreign words of the Russian language
See the book to be dressed by latest magazine... Dictionary of Russian synonyms and similar expressions. under. ed. N. Abramova, M.: Russian Dictionaries, 1999. magazine book; conduit, diary, fat man, magazine, little magazine, little magazine, revue, daytime... ... Synonym dictionary
Magazine “A Ya” No. 1. Cover Magazine “A Ya” No. 4. Cover “A Ya” is a magazine of unofficial Russian art. (A YA) UNOFFICIAL RUSSIAN ART REVUE (English title) Illegally prepared in the USSR and published in Paris from 1979 to 1986. Editors: Alexander... ... Wikipedia
magazine- magazine; cool magazine cool magazine; magazine "Pioneer" magazine "Pioneer" ... Nanai-Russian dictionary
Male, French diary, daily note. Journal of meetings, dean; travel, road, travel book. The minutes of the office are the same journal, but it is considered more important, containing the final resolution, decision and is written on the basis of... ... Dahl's Explanatory Dictionary
- (French journal, originally diary), printed periodical. The first journal is considered to be the scientific Journal de Savant (France, 1665). In Russia, the first magazine Monthly historical, genealogical notes in Vedomosti (1728) ... ... Modern encyclopedia
- (French journal originally diary), printed periodical. The first journal is considered to be the Journal des scavants (France, 1665). In Russia, the first magazine is a supplement to the newspaper St. Petersburg Gazette Monthly... ... Big Encyclopedic Dictionary
MAGAZINE, ah, husband. 1. A periodical publication in the form of a book containing articles, works of different authors, as well as a separate book of such a publication. Monthly Literary Fashionable (fashion magazine). Published in magazines. 2. Book or notebook… … Ozhegov's Explanatory Dictionary
Books
- Church and time. Scientific-theological and church-social journal. No. 4(41), 2007, Church and Time magazine. Today the need for this periodical church-public publication is especially obvious to us, for with its help we must build and revive the edifice of faith, always keeping in mind spiritual...
- Pushkin. Russian magazine about books No. 01/2008, Russian Magazine. The Pushkin magazine presents a collection of reviews of books on philosophy, politics, history, economics, sociology, and culture. In the issue: Articles by Mikhail Mayatsky, Immanuel Wallerstein, Alberto...
Quantity:
Price: 35
Discount: %?
We have a discount system
take more - pay less
when ordering from 50 pcs. - 5% discount
when ordering from 100 pcs. - 10% discount
when ordering from 300 pcs. - 15% discount
when ordering from 500 pcs. - 20% discount
when ordering from 1000 pcs. - 25% discount
Sum:
including VAT 20%
X
You ordered a thin magazine again.
Perhaps you need a magazine with more pages and other features.
Please use calculator
In order to carry out a high-quality and comprehensive performance assessment various systems and designs on industrial enterprises It is imperative to control welds using several methods, for example. All methods are divided according to the principle of influence on the object under study into two broad groups: non-destructive testing methods and destructive testing methods. The methods of the first group are preferable and more practical to use, but many of them are quite expensive and have their own characteristics. Therefore, it is more economically profitable to start any control weld from the simplest method - visual quality control.
This control method is considered the most accessible and efficient and therefore is a mandatory preliminary examination method before carrying out any other method of testing the seam.
A simple optical method for confirming the quality of metal welding
Control of any welding joint begins to be carried out even when the weld is directly created. Visual inspection is part of the welder’s work, and he periodically conducts an external inspection (for lack of penetration, undercutting and leg fidelity) several times until the entire scope of work is completed. This is also the oldest method of monitoring the final work and its essence has not changed significantly, but the implementation methodology has improved in recent years. Weld check
Theoretical definition and tools for implementation
Visual-measurement control (VIM) of welds is an external inspection of fairly large welded structures, both with the naked eye and with the help of various technical devices to identify smaller defects that are not amenable to initial visualization, as well as using converters of visual information into telemetric information. VIC refers to organoleptic (carried out by the senses) control methods and is carried out in the visible spectrum of radiation. A visual inspection in search of theoretical defects is carried out from the outside of the weld, where, if they are detected, minimal measurements can be taken using optical instruments and tools, and a visual inspection report can be concluded.
Inspectors use several types of tools when performing visual inspection of welded joints.
- Survey, telescopic, floor magnifiers;
- lenses;
- microscopes;
- endoscopes, etc.
To carry out monitoring under various operating conditions:
- Instruments for workshop purposes. Operating temperature range from +5 °C to +20 °C, conditions of complete rest, normal atmospheric pressure, moderate humidity.
- Field use devices. Operating temperature range from -55 °C to +60 °C, conditions of moderate shaking, vibration, precipitation.
The use of these devices allows for a more accurate search for defects and visual-optical quality control of welds on any objects.
Visual-optical control is the second stage of visual control with a wider, increased range of examination due to the use of optical instruments. Depending on the application, the method is intended for three main groups:
- To search and analyze hidden objects. The following devices are used: endoscopes, borescopes, video systems, periscope flaw detectors.
- To carry out inspection of objects remote from the flaw detector’s workplace. Range of application – a distance of no more than 250 mm from the controller’s eye. Equipment used: telescopic magnifying glasses, binoculars, spotting scopes.
- For examining small nearby objects. The range of application from the specialist's eye is at a distance equal to or less than 250 mm. Equipment used: magnifying glasses, microscopes.
Visual inspection of welds is also required in conditions where the human senses are unsuitable for work. In areas such as: elevated temperatures, dangerous background radiation, external chemically active environment and others. And also in conditions where the configuration of the object under study and its design do not allow a full analysis of the quality and measurement of defects in welds (for example, due to the large height of the object or its underground location). Then, in addition to optical instruments, the following are used to search and analyze hidden objects:
- platforms remote control;
- thermal imaging installations;
- lighting devices;
- automatic transport systems;
- controlled robots.
Thus, visual information converters make it possible to control the welding seams of a bath of hot metal during the remelting process.
Measurement control is an important component of VIC, which is carried out in accordance with strict control rules and regulatory documents governing quality. It consists of assigning a category or type to a defect according to one of the characteristics in the form of a specific physical quantity obtained through practical measurement. Measuring instruments and their metrological indicators are specified in regulatory documents.  Measuring tool
Measuring tool
During measurement control, the following tools are used, which may be included in the mandatory set of a technical supervision inspector or supplement it:
- measuring magnifiers;
- checking squares 90 0 pattern;
- protractors with vernier;
- calipers, calipers and calipers;
- probes;
- micrometers;
- pipe wall meters and indicator thickness gauges;
- micrometers;
- calibers;
- metal length meter (tape tapes, steel measuring rulers);
- micrometric and indicator bore gauges;
- templates: special, radius, threaded, etc.;
- UShS-2, UShS-3 (templates for geometric parameters of seams);
- surface plates;
- a set of special accessories.
This control method, VIC, refers to methods that are feasible with a minimum set of tools. It consists of collecting information and is based on the qualifications of a specialist, human factor, but allows you to draw up a visual inspection report of welds, which is considered an objective document.
The essence of external control
The quality of the formation of welds on the surface can be easily assessed by professional examination. The characteristic of a “high-quality” or “poor-quality” seam is quite arbitrary, since this is a comparative value.
Quality control of welds and inspection of structures, pipelines, and buildings are carried out in three interrelated stages.
Step-by-step procedure for conducting the VIC
- Visual (measuring) control. Preliminary inspection of the seam for corrosion and possible defects with primitive measurements: width, thickness, leg.
- Quality control of welded joints. Quality control is carried out to clarify the parameters of visible defects (after concluding a preliminary inspection report), the size of defects and distortions of welds (percentage deviation from the permissible standard).
- Detailed (instrumental) research and recording of results. More precise methods are used:
- eddy current method for determining the degree of weld wear and metal bending fatigue;
- ultrasonic testing of welded joints to detect serious deep defects;
- penetrant flaw detection for surface and through defects and so on.
Timely and high-quality inspections make it possible to identify the destruction of a seam or weldability defect in the early stages and then clarify the causes of the defect using any non-destructive flaw detection method.
Advantages and disadvantages of this technique
Advantages of the VIC method:
- A simple and accessible method.
- When collecting information about the quality of a design, it allows you to obtain up to 50% of the total volume.
- It is not labor-intensive and does not require expensive equipment.
- Easily tested and re-tested.
Disadvantages of VIC:
- The human factor, which influences 100% of the results.
- Low reliability of the results obtained, subjectivity.
- Used only to search for large defects (at least 0.1 - 0.2 mm) and suspected possible ones.
- Limitation of the study to only the visible part of the structure.
- The technical competence of employees is important; they must correctly select the measurement method, comparative template or standards and give an accurate assessment of the measurement results.
In terms of the method and quality of diagnosis, even imperfect visual inspection of seams is a necessary method, both at the stage of complex diagnostics and throughout technological process. 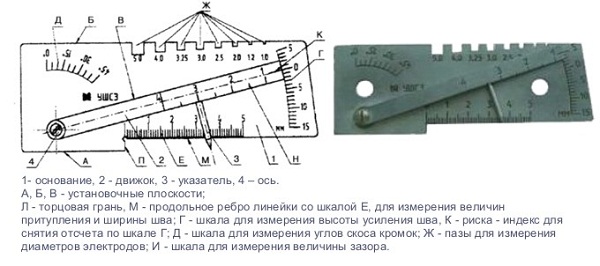 Universal welder template
Universal welder template
Capabilities of the method for identifying defects
Visual control welds are exposed:
- when performing surfacing work at the “acceptance-handover” stage, a visual inspection certificate must be drawn up;
- when inspecting a multilayer welded joint (layer-by-layer inspection);
- during the final inspection of the places where the welding arc touches the surface of the base material.
- when assembling parts from assembly units under ;
- in the automatic production of welded parts and technical assessment of the quality of the material according to the technical process;
- upon expiration of the specified service life of the welds.
Visual inspection of welds requires mandatory measurement and exclusion of the following defects:
- surface cracks;
- visible gross defects;
- poor quality of metal stripping in welding zones (especially technological fastenings),
as well as control and confirmation of availability:
- branding (marking) of the seam and the accuracy of its production;
- width and height of the seam, convexity and concavity of the seam;
- correct sizes of fillet weld legs.
Defects that can be identified
When examining welds with the naked eye, you can assess:
- uneven height and width of seams;
- excessive scaliness;
- influx;
- undercuts;
- excessive strengthening or weakening of seams;
- unfilled craters;
- burns;
- parameters of fillet weld legs.
Magnifiers and microscopes allow you to detect: – a mandatory stage of working with metal.
Turning of metal sheets and parts is used using special equipment. Read more about this.
Do you need to cut metal efficiently and quickly? Effective method described in the link.
Areas of implementation of this technique
External inspection of the weld is carried out before the stripping, thermal or treatment procedure, as well as after its implementation.
When assessing the quality of a weld, VIC is used:
- As an informative method of describing the general external state.
- As a theoretical evaluation method internal state seam and as a reason to recommend a more accurate inspection.
- As an evaluation method of the operating conditions of a given seam, structure, system and the entire product.
- As a monitoring method for identifying gross violations of the technological process.
- As a method for preliminary conclusion during decommissioning or fixation emergency situation.
- As a predictive method of possible locations of structural failure for a specific set of visible defects found.
- As a final method for assessing and concluding on the correctness, safety and stability of the technological process of manufacturing or repairing a structure.
Visual and measuring control is very effective method checking and rechecking the quality of industrial materials and welded joints when performing construction work and upon receipt of the act of completion of construction, the act of commissioning, as well as various other technical acts.
Wikijournal- an international, independent, free, multi-thematic, multilingual online magazine operating on the MediaWiki platform, the purpose of which is to publish interesting, reliable and useful information on a variety of topics, and anyone can become an author.
The editors of the magazine pay Special attention content, its quality and reliability. Registered users can freely publish their research, original articles and any other information for a fee or free of charge. All your questions, ideas, suggestions and comments can be left in a specially created discussion page.
History of creation
Wikijournal began its history with the launch of only the Russian-language version on the website wikijournal.ru, the domain name of which was registered on December 12, 2012. A little later, the content management platform from MediaWiki was installed, so Wikijournal works using wiki technology, just like the popular Internet encyclopedia Wikipedia. In the spring of 2012 it was developed home page and main sections of the project. Because of the domain name .ru In the Russian segment of the Internet, articles were published in the magazine only in Russian.
In 2015, the Wikimagazine forum was connected to the project for commenting on articles posted on our information resource, as well as for discussing other topics, exchanging opinions and ideas between participants, readers and guests of Wikimagazine and the forum. However, at the beginning of 2016 the forum was closed due to the launch internal system commenting on "Flow", developed by the Mediawiki Foundation. Now all registered users can take part in the discussion of a particular article.
In 2016, negotiations began on the acquisition of an international domain name corresponding to the name of our resource - wikijournal.org. After agreeing on the price for the domain with the owners, the deal was completed on October 17, 2016 and the rights to use this address were completely transferred to the Wikijournal administration. Preparations have begun for the launch of a multilingual version of the magazine with access to an international information platform. From this moment on, all articles are published and/or translated in the corresponding language sections of Wikimagazine, placed for convenience on subdomains, the test launch of which took place on November 16, 2016 and on March 1, 2017, additional language sections were launched in test mode: Italian, Spanish and French:
- en.wikijournal.org- English version of Wikijournal
- de.wikijournal.org- German version of Wikijournal
- - Russian version of Wikijournal
- it.wikijournal.org- Italian version of Wikijournal
- es.wikijournal.org- Spanish version of Wikijournal
- fr.wikijournal.org- French version of Wikijournal
- files.wikijournal.org- administrative section of the resource for storing, organizing and general use in all language sections of media files: photographs, pictures, videos and other files.
On December 10, 2016, due to the move of the entire Wikijournal project to an international platform, as well as due to the impossibility of setting up the IPB system for other language sections, the administration of the Russian-language forum located at forum.wikijournal.ru was suspended. In connection with the move, as well as the development of additional extensions for the MediaWiki platform, communication between participants is organized using the "Flow" application.
The entire history of changes made to the project can be read in the news archive.
Subjects
Wikijournal is a multi-topic resource, articles on which are published and/or translated into different languages of the world, depending on the relevance of the material in a particular language section, while the main and minor categories related to the topic are indicated.
The main thematic areas are identified on the main page:
- Policy
- Society
- Culture
- The science
- Sport
- Places
- Health
- Technologies
- Economy
- Ecology
- Personalities
Project mission
The main goals of Wikijournal include:
- Development of free and independent journalism;
- Support for scientists and provision of a journal platform for free publication of scientific articles;
- Creation and placement by the magazine’s authors of useful, interesting, relevant content on various topics;
- Support for young journalists and students majoring in journalism;
We attach great importance to the content of our information resource, forming the content in such a way that each article is useful, informative, covering a wide range of topics and areas. The articles encourage self-expression, a critical, innovative approach, where you can express your experience or point of view on a particular issue of the topic covered in the article. In other words, one of the goals of our magazine is to create a useful, interesting, practical information resource.
Based on the results of the VIC, a journal of work and registration of the VIC and the VIC Act are drawn up.
“Act of visual and/or measuring control”
|
| (organization) |
|
|||||||||||
| ACT N ___ from _______ visual and measuring control | |||||||||||||
| 1. In accordance with the work order (application) |
| completed |
|
||||||||||
|
| number |
| type of control | ||||||||||
|
| control |
|
|||||||||||
| (visual, measuring) |
| name and dimensions of the controlled object, | |||||||||||
|
|
|||||||||||||
| code of documentation, specifications, drawing, batch, number of control object | |||||||||||||
|
|
|||||||||||||
| The control was carried out according to |
|
||||||||||||
|
| name and/or code of technical documentation | ||||||||||||
| 2. During inspection, the following defects were revealed |
|
||||||||||||
|
| characteristics of defects | ||||||||||||
| dimensions, location and/or orientation for specific objects) | |||||||||||||
|
|
|||||||||||||
|
|
|||||||||||||
| 3. Conclusion on the results of the VIC |
|
||||||||||||
|
|
|||||||||||||
| Control completed |
|
||||||||||||
| Qualification level, qualification no. certificates | Full name, signature | ||||||||||||
| Head of work on VIC |
|
||||||||||||
|
| Full name, signature | ||||||||||||
- name and type (type) of the controlled object, its number;
- location and, if necessary, dimensions of controlled areas at the control object;
- control conditions;
- production control document, its number;
- method of measurement control and used devices (tools);
- brand of material and batch number of the control object, as well as the designation of the standard or specifications for the material;
- main characteristics of identified defects;
- name or code of the RD based on which the quality assessment was performed;
- assessment of control results;
- control date.
Explanations for the registration of the “Act of visual and/or measurement control”
1. Clause 1 indicates the type of control - visual, measuring or VIC, as well as the name of the controlled object, as well as the name and/or codes of the production control document and ND regulating the requirements for assessing the quality of the controlled object during VIC.
2. When filling out clause 2 of the Act, it indicates all deviations from the ND norms identified during the inspection of specific objects (pipes, parts, etc.). In cases where the object of control meets the requirements of the RD, a note is made in the report - “There are no defects.” In this case, the numbers of specific objects are indicated in accordance with the documents given above. It is allowed to issue one Certificate for a batch of pipes and parts of the same type.
Requirements for the content of the “Journal of work and registration of visual and measurement control results.”
The results of inspection of objects are recorded in the “Journal of work and registration of visual and measurement inspection results”, in which they indicate:
It is allowed to use instead of the above other forms of documents developed by the organization in accordance with the requirements of the scientific and technical documentation, which ensure the identification and traceability of products, recording of controlled parameters, volumes and methods of control, preparation of reporting and accounting documentation for VIC.
It is allowed to document control results in other documents, the forms of which are given in the current ND, agreed upon or approved by Rostechnadzor of Russia.